4.2.2.2 Gehonte
Oberflächen
Charakteristisch für das Honen ist
die Überlagerung einer Vielzahl kraftgebundener Ritzbewegungen
von Schneidkörnern durch den Werkstoff und ein flächenhafter
Werkzeugeingriff mit einer Hauptwirkrichtung parallel zur
Werkstückoberfläche. Aufgrund der um etwa eine Größenordnung
geringeren Schnittgeschwindigkeiten ist der thermische Einfluss
beim Honen gegenüber dem Schleifen vergleichsweise gering.
Infolgedessen zeigen gehonte keramische Oberflächen in
der Regel keine Aufschmelzungen oder thermisch bedingten Risse.
Es treten wie beim Schleifen duktile und spröde Werkstofftrennmechanismen
nebeneinander auf. Welcher Mechanismus überwiegt, wird
wesentlich von der Schneidkorneindringtiefe und der Schnittgeschwindigkeit
bestimmt.
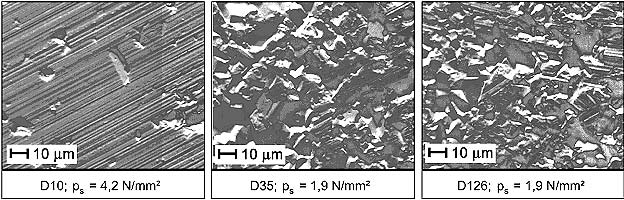
Bild 69: Oberflächenausbildung in Abhängigkeit
von Schneidkorngröße D
und Anpressdruck ps beim Honen von Aluminiumoxid
Beim Honen wirken sich bei spröder
Zerspanung höhere Schnittgeschwindigkeiten positiv auf
das Zeitspanungsvolumen aus. Für die Oberflächengüte
sind höhere Schnittgeschwindigkeiten jedoch aufgrund
der stärkeren Rissinduzierung, die zu Ausbrüchen
und Abplatzungen führen kann, von Nachteil.
|
