4.2.5 Ceramic
Coatings
Ceramic coatings, which offer the excellent
properties of ceramics such as high hardness and wear resistance,
electrical insulation, low thermal conductivity and reproducible
surface structures, are used for surface protection.
Thick film and thin film techniques are differentiated in
the manufacture of ceramic coatings.
Thick films (> 20 µm) are applied, for example, by
thermal spraying. Plasma spraying has shown excellent results
in this application. During plasma spraying, oxide ceramic
powder or powder mixtures such as aluminium oxide, aluminium
oxide / titanium dioxide, zirconium oxide and chromium oxide
are melted in a plasma flame at approx. 10,000 °C and
sprayed on a previously sandblasted metal surface.
Figure 73: The principle of plasma spraying
However, it is necessaryto ensure that before
plasma spraying a fissured surface is created through sandblasting
to which the ceramic particles can cling as they arrive.
Several layers are applied, so that a lamellar layer structure
with good adhesion results.
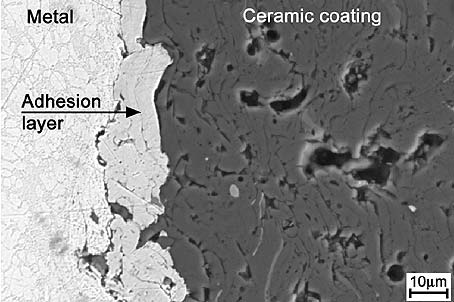
Figure 74: Section through a coating showing
the intermediate layer
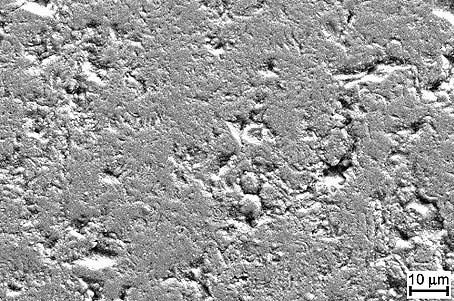
Figure 75: Ground surface of a chromium oxide coating
An advantage of this process is that any metallic material
(with the exception of magnesium) can be coated with ceramics.
Oxide ceramic powders such as pure white aluminium oxide may
be applied for electrical insulation and as a protection against
wear, or zirconium oxide for thermal insulation. For increased
wear resistance, mixtures of aluminium oxide and titanium
dioxide in various proportions are used. Titanium dioxide
stabilises the alpha phase of aluminium oxide and makes this
ceramic coating tough, and resistant to impact and fracture.
Its colour varies between grey, blue grey and black, depending
on the mixture. Chromium oxide is preferred over metallic
materials for bearings and pumps because of its very good
tribological properties. An intermediate layer of nickel-chromium
(the ‘bond coat’) improves adhesion.
The ceramic surface is brought to a reproducible roughness
through subsequent machining. In most applications, a standard
surface with an Ra = 1.5 to 2 µm has been found to be
reliable. A shiny surface with a Ra  0.5 µm is achieved through hard machining.
0.5 µm is achieved through hard machining.
For aluminium oxide, the hardness of the ceramic layers is
around HV
1,800. In comparison, the hardness of hardened steel is around
HV
700, and that of hard-chromed surfaces around HV
1,200.

Figure 76: Components coated for wear resistance
The advantage of an insulation layer 0.1 to 0.5 mm thick is
the saving of space. It is, moreover, insensitive to heat,
shock, and, to a certain degree, to aggressive media and wear.
Due to the porous lamellar structure, stainless steel is recommended
as the substrate in corrosive environments. An important application
of ceramic coatings is their electrical insulation (up to
approximately 500 V) at operating temperatures over 200°
C, for example of heating elements. The ceramic layer adheres
reliably up to 600 °C.
The metal parts should be free from visible blow-holes, scratches
and pores, since the growth of the ceramic layer reproduces
any surface irregularities. A finely turned or polished metal
surface with Rz = 8 to 16 µm is recommended. The thickness
of the metal parts should be a minimum of 1 mm in order to
avoid heat build-up, which can deform the parts. Thin sheets
or wires cannot therefore be plasma sprayed. The maximum length
of the metal parts to be coated is dependent on the size of
the chamber and extract ducting available, and is typically
limited to 2 m.
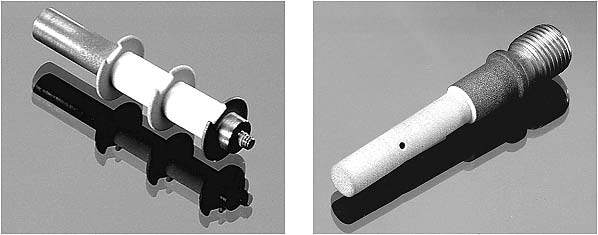
Figures 77 and 78: Components with coatings
for electrical and thermal insulation
Adhesion to edges is limited. For this reason,
edges should be rounded to have a radius > 0.7 mm. Consideration
of the clamping region (thread or pin) is necessary if a design
appropriate for coating is to be achieved. Products can also
be partially coated. In this case, the metallic surfaces are
covered where necessary.
These coating procedures using ceramics are suitable for experimental
batches of 1 to 10 as well as for production series of 10,000
or more.
The procedure offers a facility for rapid production at short
notice. It allows metal parts to be created on CNC machines,
coated and further processed within a few days.
Repair coatings are also of interest. Used ceramic coatings
that have been damaged by shocks and impacts during heavy
use can simply be sandblasted away. Expensive metal parts
can be re-ground and coated with ceramic again.
Plasma sprayed coatings have proved themselves, for example,
in textile and wire drawing machines.
Thin films (< 20 µm) are applied by PVD (physical
vapour deposition) or CVD (chemical vapour deposition), by
galvanic processes or by sol-gel processes. Here, for example,
tools with the familiar gold coloured TiN coatings have found
wide acceptance.
|
|
