4.2.2.2 Honed
surfaces
The overlaying of a large number of fixed-force
scraping movements of cutting grains over the material, involving
wide-area tool contact and a primary active direction parallel
to the surface of the workpiece are characteristic of honing.
The cutting speed involved in honing is perhaps an order of
magnitude lower than that used for grinding, which means that
thermal effects are comparatively small. As a result of this,
honed ceramics surfaces generally do not display any signs
of fusion or thermally induced cracks. As with grinding, both
ductile and brittle material separation mechanisms occur next
to one another. The penetration depth of the cutting grains
and the cutting speed are the primary factors influencing
which of these mechanisms will be dominant.
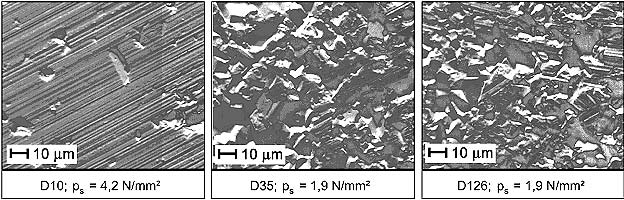
Figure 69: Surface generation depending on
the cutting grain size, D, and
the contact pressure, ps, when honing aluminium oxide
Higher cutting speeds have a positive effect
on the rate at which material is removed when honing with
brittle cutting. Higher cutting speeds are, however, are a
disadvantage for the surface quality due to the increased
tendency to induce cracks that lead to break-outs and spalling.
|
|
