4.2.2.3 Lapped
surfaces
DIN 8589 defines lapping as a cutting process
using loose grains distributed in a paste or liquid (the lapping
mixture) that is applied to a lapping tool, most often one
that provides shaping, where the cutting tracks of the individual
grains are largely unordered.
Because of the low rate at which material is removed, lapping
processes are used to improve forming accuracy and surface
quality. The almost isotropic surface topography of the microgeometry,
in which the scratches are unordered, a large number of very
homogeneously distributed hollows and isolated inter-crystalline
surface break-outs are characteristic of this process. These
structures are often found to be beneficial when the tribological
or optical functional demands are high
In lapping, the surface material is carried away by the rolling
motion of the cutting body and by scratches made by cutting
grains that have temporarily anchored themselves in the lapping
wheel.
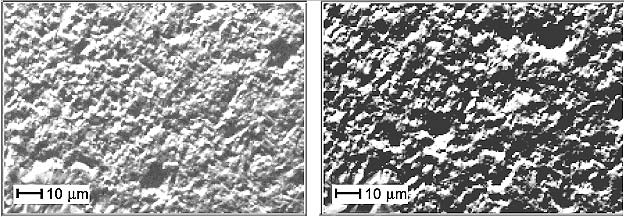
gure 70: Silicon carbide surfaces lapped
using F180 and F800 lapping grains
Figure 71: Model of material removal by lapping
The surface quality that can be achieved
with lapping depends on the microstructure of the ceramic
material being machined. The more fine-grained and the denser
the material is, the higher the achievable surface quality.
Depending on the grain size, process conditions and microstructure
of the ceramic being lapped, dimensional precision of 1 µm/m,
plane parallelism of up to 0.2 µm, and mean roughness
figures Ra < 0.3 µm, can be achieved.
|
|
